一、主要技术规格Main Tech Parameters
|
原材料(钢带)材质 Steel strip material |
冷轧或热轧低碳钢,镀锌钢,普碳钢Hot/cold roll steel, galvanized steel, carbon steel. |
|
成品要求 FinishedProducts requirements |
圆管round pipeФ38.1-Ф89mm,thickness 壁厚:0.8-3.5mm 方管square pipe30X30-70X70mm, thickness壁厚:0.8-3.0mm |
|
机列要求Machine column requirements |
机列形式:分体式 Form:Split |
|
布置方式:根据客户的需求 arrangement form: according to the customer's requirements |
|
|
机组生产速度 Unit production speed |
0~80m/min (Cannot reach maximum speed limit conditions) |
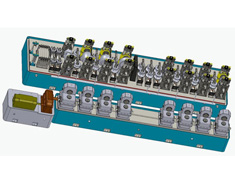
二、工艺流程Working Flow
开卷→剪切对焊→螺旋活套→校平→轧制成型→高频焊接→刮刀→冷却 →定径→矫直→飞锯切料→下料台
hanging material→feeding→uncoiler→shear and butt welder→horizontal spiral accumulator→forming→high frequency welding→scraper→cooling→sizing→straightener→computer control flying saw→lay out table

三、焊管线主要构成规格MainlyComposed Specifications Of Pipe Line
1、开卷机 Uncoiler
|
结构形式 type |
单头液压开卷机single headhydraulic uncoiler |
|
适用钢带内径 Shrinking and expanding range of I.D |
钢卷内径涨缩范围φ470-φ520mm(根据客户需求) Φ470-Φ520(according to the customer’s request) |
|
钢带外径 steel strip O.D |
≤φ1800mm |
|
钢带宽度 Steel strip width |
120~280mm |
|
钢带卷重 Steel strip coil weight |
≤5吨Ton |
|
制动形式 Brake from |
气动、强弱制动Pneumatic brake |
|
转动形式 rotation form |
人工推动平台±180°Manual push platform±180° |
2、手动(自动)剪切对焊机Manual(Automatic) Shear And Butt Welder
|
作用Function |
切除钢带头尾的缺陷部分以及带卷中间的缺陷部分 在对焊前切头切尾,使对焊接头平直对正,利于对焊 Removal of the defective portion of the strip head and tail and coil center, Cutting head and tail before butt welding, make the butt-welded head straight on to be good for welding |
|
结构形式 Structure form |
液压剪+手动(自动)焊接+手动对缝 Hydraulic shearing and manual alignment and manual(automatic) welding |
|
剪切厚度 Applicable steel strip thickness |
≦3.5mm |
|
最大剪切宽度 Maximum steel strip width |
280mm |
3、盘式螺旋活套HorizontalSpiralAccumulator
|
活套原理 Principle |
由外套引入,中心出料 Introduced by theouter accumulator, center discharge |
|
活套直径 Diameter |
Ф4.5米meter |
|
钢带宽度 Steel strip width |
40~280mm |
|
钢带厚度 Steel strip thickness |
≦3.5mm |
|
充料速度 Feeding speed |
≥140m/min |
|
送料电机功率 Feeding motor power |
11KW |
|
活套主体功率 Accumulator unit motor power |
15KW |
4、成型定径机组Forming And Sizing Machine
|
进料装置 Feeding device |
导向立辊 Guide vertical roll |
矫平辊后两对导向立辊,通过手动调节对中开合调整 After leveling roll two pairs of vertical guide rollers, regulation of the opening and closing by manual adjustment |
||||
|
矫平辊 Leveling roller |
采用7辊矫平装置,使钢带平稳进入成型机组,矫平辊为无动力辊,下辊固定,上辊通过首轮丝杆上下调整 Adopt7-roller leveling device, so that a smooth strip into the forming units, leveling roll is a non-powered roller, lower rolleris fixed, upper roller can be adjustedthrough the first round screw up and down |
|||||
|
成型机架 Forming bracket |
成型原理 principle |
本机组采用底线水平辊式成型原理,轧辊采用双半径孔型 This unit uses the baseline level roll-forming principle,Roller adopts double radius of groove |
||||
|
成型要求 forming requirements |
圆管round pipeФ38.1-Ф89mm,thickness 壁厚:0.8-3.5mm 方管square pipe30X30-70X70mm, thickness壁厚:0.8-3.0mm |
|||||
|
成型机架规格 Forming bracket specifications |
辊架 Roller bracket |
数量 quantity |
辊架轴径 Shaft diameter of roller bracket |
辊轴材料 Material of roller bracket |
轴热处理 Heat treatment |
|
|
水平辊架 Horizontal Roller bracket |
7 |
Φ80mm |
42Crmo |
调质高频淬火 HF quenching |
||
|
立辊架 Vertical Roller bracket |
7 |
Φ50mm |
42Crmo |
调质高频淬火 HF quenching |
||
|
成型机架机构要求 Forming bracketinstitutions requirements |
在每个开口成型水平机架上辊方轴承顶部都设由过载保护装置,当遇到过载时该垫有缓冲,以保护水平辊和传动装置 On each opening forming horizontal rack roller bearings are located at the top side by the overload protection device, the pad has a buffer when faced with overload, in order to protect the horizontal roller and transmission device |
|||||
|
水平辊架为龙门式结构,其中:开口成型4机架;闭口成型3机架。水平辊模具采用隔套直接固定,保证机组精度 Horizontal rollerbracket is gantry structure, including: open molding4 brackets; Silent molding 3brackets. Horizontal rollermold adopt spacer fixed directly, ensure its accuracy |
||||||
|
立辊架为滑槽式结构,其中:双立辊导向,手动调节同时开合和对中;立辊滑块为分体式,用螺钉调节松紧; Vertical roller is sliding-type structure, including: double vertical roller Guide,manually adjust the opening and closing at the same time vertical roll slideris the split, with screw to adjust tightness |
||||||
|
换辊方式:侧拉式 Roller changing way:Side pull |
||||||
|
机架润滑:水平辊架后端排架使用油枪油脂润滑,配加油嘴 BracketLubrication:horizontal rollerbracket back-end bent use grease lubrication oil gun, with refueling nozzle |
||||||
5、焊接设备(机械部分) Welding Unit
|
焊缝导向机架 Weld guide bracket |
(1套)导向辊由上下两个辊子组成,中间装有导向刀片,焊缝角度通过螺杆调节 (1 set)Guide roller is composed of upper and lower rollers, the middle is equipped with guide blade,weld angle adjusted through the screw |
|
焊接挤压辊机架 Welding extrusion rollerbracket |
(1套)三辊式,压辊加压将熔融的金属挤压并焊合在一起 (1 set)Three roller, roller pressure squeezing molten metal and welded together |
|
侧挤压辊轴装辊直径 Roller diameter ofThe lateral extrusion roller |
Φ50mm |
|
外毛刺去除装置 Outer burr removal device |
(1架)装有可交替使用的前后刀具座,手轮调整刀具的高度和横向位置并加装有快速进退刀装置 (1 set)Before and after the tool holder can be used interchangeably,the handwheel adjustthe cutting tool height and horizontal position and equipped with a fast cutting device |
|
下支承部分 lower support part |
硬木板支承,高度可调;可保证焊缝切削光滑平整 Hard wood supports, height is adjustable; can ensure the seam cutting is smooth |
|
磨光辊机架 Polishing roller bracket |
(1架)立辊式,手动调节开合和对中 (1 set)Vertical roller, manually adjust the opening and closing |
|
冷却装置型式 Form of cooling device |
喷淋和溢池联合式 Spray pool and overflow pool |
6、定径机架Sizing Bracket
|
定径要求 Sizing requirement |
圆管round pipeФ38.1-Ф89mm,thickness 壁厚:0.8-3.5mm 方管square pipe30X30-70X70mm, thickness壁厚:0.8-3.0mm |
|||||
|
定径机架规格 Sizing bracket specifications |
辊架 Roller bracket |
数量 quantity |
辊架轴径 Shaft diameter of roller bracket |
辊轴材料 Material of roller bracket |
轴热处理 Heat treatment |
|
|
水平辊架 Horizontal Roller bracket |
6 |
Φ80mm |
42Crmo |
调质高频淬火 HF quenching |
||
|
立辊架 Vertical Roller bracket |
6 |
Φ50mm |
42Crmo |
调质高频淬火 HF quenching |
||
|
水平辊模具采用隔套直接固定,保证机组精度 Horizontal rollermold adopt spacer fixed directly, ensure its accuracy |
||||||
|
定径机架机构要求 Sizing bracketinstitutions requirements |
换辊方式:侧拉式 Roller changing way:Side pull |
|||||
|
上辊调整:左右单独调整 Adjustment ofUpper roller: left or right to adjust alone |
||||||
|
立辊架为滑槽式结构,双立辊导向,手动调节同时开合和对中;双立辊导向,手动调节同时开合和对中;立辊滑块为分体式,用螺钉调节松紧 Vertical roller is sliding-type structure, including: double vertical roller Guide,manually adjust the opening and closing at the same time,vertical roll slideris the split, with screw to adjust tightness |
||||||
|
矫直装置(土耳其头) Straightener(Turkey head) |
作用 Function |
矫直钢管平直度,引导钢管正确进入飞锯,也可对方矩管进行整径 Straightening steel pipe straightness, lead the steel pipe right into flying saw, can also be rectangular tubes for the whole size |
||||
|
结构 structure |
四辊土耳其头,分别上下、左右调整和旋转调整 Four-roll Turkey head, up and down, left and right adjustment and rotation adjustment respectively |
|||||
|
数量 quantity |
两架单面土耳其头 TwoSingle-sided Turkey head |
|||||
7、电脑飞锯机Computer Control Flying Saw
|
型式Type |
微机定尺飞锯 computer length flying saw |
|
用途 Usage |
确定钢管定长切断位置,并能快速起动使切断设备与作业线速度同步 Determine steel pipe fixed length cutting position, and can quickly start to make the cutting device synchronized with the production line |
|
维持切断设备与作业线速度同步,切断机构动作切断钢管 Maintaining cutting device synchronized with the production line, cutting off steel body movements and steel pipe |
|
|
快速复位 Fast reset |
|
|
控制方法 Control way |
微机控制电机通过减速箱传动齿轮齿条驱动移动组件 Microcomputer control motor drives mobile component through gear boxgear rack |
|
切割方式 Cutting way |
热摩擦锯切 Friction heat of mental sawing |
|
锯车最大运行速度 Maximum running speed of saw car |
80m/min |
|
锯切管径 Pipe diameter |
圆管round pipeФ38.1-Ф89mm 方管square pipe30X30-70X70mm |
|
锯切管壁厚 Pipe thickness |
≤3.5mm |
|
切割精度 Cutting precision |
±3mm |
|
定尺长度 Specified length |
4~10m |
|
锯片规格 Saw blade |
Φ800×110×4 |
|
锯片转速 Saw blade rotation speed |
2800rpm |
|
锯切电机 Cutting motor |
15KW(AC) |
|
跟踪电机 Tracking motor |
22KW(DC) |
|
气动系统 Pneumatic system |
0.4~0.7Mpa |
8、后辊道架Run Out Table
|
支架结构形式 Support structure |
采用型钢焊接结构 Using steel welded structure |
|
辊道架标高Roller rack elevation |
与管件轧制、飞锯下料中心标高一致 In line withpipe rolling andflying saw cutting center elevation |
|
托辊形式、材料 Idler roller form and material |
托辊为平辊,材料:45#钢淬火镀硬铬,使用寿命长,不划伤钢管 Idler roller is flat roller Material:45# steel quenching hard chrome plated, long service life, don't scratch steel pipe |
|
托辊运转动力 Operation power of idler roller |
采用3KW电机拖动,可满足不同生产速度的需求 Adopt 3kw motor, can meet the needs of different production speed |
|
翻料方向 Turning direction |
管件前进方向 |
四、传动系统Transmission system
|
传动原理 Principle |
整个机组成型机和定径机联动传动,各系统的主电机通过减速箱、齿轮箱(螺旋伞齿轮传动)、万向传动轴拖动水平辊;立辊为无动力辊。螺旋伞齿轮材质采用20CrMnTi Forming and sizing machines of the entire unit Transmission linkage, the main motors of each system drag horizontal roller through reducer, gear box (spiral bevel gear), universal transmission shaft; vertical roller is unpowered roller. Spiral bevel gear material used 20CrMnTi |
|
主机机组电机 The host unit motor |
110kw+132kw |
|
齿轮箱润滑 Gearbox Lubrication |
稀有浸泡润滑;箱体外有油位显示 Rare immersion lubrication; There is oil level outside the enclosure |
五、水管分布Water pipe Distribution
|
结构 Structure |
整机预留冷却液总接入口,每段轧辊中间安装可调金属冷却管喷淋头 Reserve the engine cooling fluid total access, installing adjustable metal cooling spray headin the middle of each roller |
|
冷却液流量 Coolant flow rate |
≥20吨ton/小时hour |
六、焊管线主要外购件Mainly Purchased Components of pipe line.
|
主电机 Main motor |
国产品牌 Domestic brands |
|
减速机 Reducer |
国产名牌Domestic brands |
|
飞锯电源 Flyingsawpower |
进口品牌Imported brands |
|
汽缸、气动元件 Cylinder, pneumatic components |
国产品牌Domestic brands |
|
成型、定径机组轴承 Bearingof forming and sizing bearing unit |
国产品牌(哈、洛、瓦)Domestic brands |
|
主要电器元件 Main electric components |
进口品牌Imported brands |
|
固态高频 Solid state high frequency |
300KW |
 Our main products are: open-book machine, shearing machine, spiral looper, precision welded pipe forming equipment, is a research and development, design, production, sales as one of professional manufacturers.
Our main products are: open-book machine, shearing machine, spiral looper, precision welded pipe forming equipment, is a research and development, design, production, sales as one of professional manufacturers.